The forming methods and material types for pipe fittings used in oil and gas pipelines are diverse and complex (Table 1). However, domestic manufacturers lag behind their international counterparts in critical areas such as material selection, production capacity, automation, and advanced testing technologies. Notable disparities also exist in technology, quality, and production management practices. This article examines nearly 100,000 pipe fittings inspected by our unit from January to September 2022, with a defect rate of 1.83%. The defects are categorized into seven types, as shown in Figure 1, with manufacturing defects, testing failures, and dimensional discrepancies comprising 75.7% of the total; these represent the key areas for improvement. Appearance defects such as scratches, pits, pressure marks, and wrinkles, raw material issues, process execution, and equipment-related problems account for the remaining 24.3%. The following analysis uses the 5MIE method in quality management to identify the root causes of non-conformance and highlight the critical factors affecting the quality of pipe fittings during production.
Table 1 Forming Methods and Materials for Elbows and Tees in Oil and Gas Transportation
|
Product |
Specification (mm) |
Forming Method |
Material Type |
|
Elbow |
DN15 - DN50 |
Forging, and Casting |
Forgings, and Castings |
|
|
DN50 - DN350 |
Cold Extrusion, Hot Pressing, and Heating Push |
Seamless Steel Pipe |
|
|
DN350 - DN500 |
Hot Pressing plus Welding, Hot Pressing, Heating Push, and Heating Simmering |
Steel Plate, Seamless Steel Pipe, and Welded Steel Pipe |
|
|
DN500 - DN1500 |
Hot Pressing plus Welding, Hot Pressing, Heating Push, and Heating Simmering |
Steel Plate, and Welded Steel Pipe |
|
Tee |
DN15 - DN50 |
Forging, and Casting |
Forgings, Castings |
|
|
DN50 - DN350 |
Cold Extrusion, and Hot Extrusion |
Seamless Steel Pipe |
|
|
DN350 - DN500 |
Cold Extrusion, Hot Pressing + Hot Drawing, Welding + Hot Pressing + Hot Drawing |
Steel Plate, Seamless Steel Pipe, and Welded Steel Pipe |
|
|
DN500 - DN1500 |
Welding, Hot Pressing + Hot Drawing, Welding + Hot Pressing + Hot Drawing |
Steel Plate, Seamless Steel Pipe, and Welded Steel Pipe |
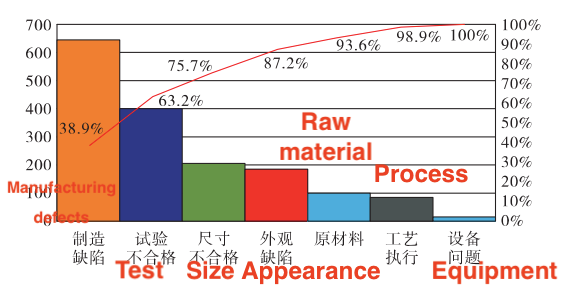
Figure 1 Arrangement chart of unqualified pipe fittings in participating projects
2.1 Personnel Factors
Oil and gas pipeline fittings require expertise in materials, welding, heat treatment, as well as non-destructive and physical-chemical testing for quality control. Domestic pipe fitting companies are typically small and emphasize production and manufacturing over investment in inspection and testing personnel. According to special equipment production license requirements, pipe fitting companies must employ at least two staff for magnetic particle or penetrant testing, and at least three for physical-chemical testing. Non-destructive and physical-chemical testing are often outsourced. Many companies only meet the minimum license requirements, with temporary outsourcing of personnel and services being common. Additionally, the working environment and compensation in the pipe fitting manufacturing industry are less competitive than in other sectors, leading to high employee turnover and significant uncertainty in production and inspection processes.
2.2 Machine Equipment Factors
The core equipment used in pipe fitting production includes molds, presses, and heat treatment furnaces. Among these, molds for pushing or pulling represent a bottleneck, as the wide variety of pipe fittings requires numerous mold specifications. For domestic pipe fitting manufacturers producing oil and gas pipelines, molds for elbows and tees above DN400 are generally available, while those for fittings below DN350 are often incomplete. Many companies lack molds that cover all pipe fitting specifications and sizes. Additionally, some pipe caps, reducers, forgings, and both semi-finished and finished products lack in-house production capabilities. Outsourcing molding or directly purchasing finished parts has become a common practice in the industry. The qualifications and capabilities of outsourced manufacturers vary significantly. After outsourcing, pipe fitting factories often lack effective quality control measures for outsourced manufacturers, restricting them to basic acceptance checks of appearance and dimensions. As a result, the quality risks associated with outsourced and purchased products are significant. The availability of testing equipment and qualified laboratories is also a critical factor in assessing the capabilities of pipe fitting companies. Not all companies have sufficient testing capabilities, and many outsource related tasks.
2.3 Raw Material Factors
The varying outer diameters and wall thicknesses of pipe fittings create a range of raw material specifications, each produced in limited quantities, complicating the sourcing process for manufacturers. Due to the limited quantities of each specification, manufacturers are unable to place direct orders with steel pipe producers. Often, they must coordinate with several intermediaries to source suitable raw materials. The involvement of multiple intermediaries complicates product quality traceability, and the authenticity of raw material origins is often unclear. Although manufacturers can source common materials and specifications based on historical data, raw material availability is often a constraint when dealing with special specifications or materials. For example, due to the diverse range of pipe industry standards, low-carbon pipeline steel required for pipe fittings is not widely available, and manufacturers often need to find substitutes with similar chemical compositions.
2.4 Process Method Factors
Most oil and gas pipelines use carbon steel pipe fittings, with hot working as the primary manufacturing technique. Process control such as temperature, time, and treatment requires extensive practical experience and data analysis to ensure the accuracy and consistency of heat treatment results. If the parameters in the existing process documentation are followed rigidly, even when the same process is used, variations in raw material characteristics—such as substitutions with similar compositions—can lead to significant differences in product quality. For example, a low-temperature pipe fitting underwent heat treatment three times but still failed to meet the required parameters. To maximize efficiency, a DN150 elbow was heat treated in the same furnace as elbows exceeding the specified batch number, with heat treatment time and temperature not strictly adhered to as per the process documentation, ultimately leading to batch failures during the impact performance test.
2.5 Measurement Factors
The standards impose strict requirements for test frequency and dimensional measurements; however, their implementation faces challenges, primarily due to the gap between the required investment in testing and the low market prices of the products. According to the National Pipeline 'Technical Specifications for Pipe Fittings for Oil and Gas Pipeline Engineering, Table 2 outlines the minimum testing and production requirements for specific pipe fitting specifications. The factory can conduct tests and produce medium- and large-diameter pipe fittings in accordance with the standard, given their higher value. However, the price of small-diameter pipe fittings is lower, and for small order quantities, the factory may forgo testing to control costs, instead relying on historical test data from similar processes. This practice fails to meet the requirements for standardized testing with consistent raw materials and specifications. For dimensional requirements, elbows require the measurement of seven key parameters, while tees require eight, with both types requiring 100% inspection. Given the low added value of the product, the factory finds it challenging to justify investment in automated testing equipment. The factory still relies on manual measurement, and the results are prone to significant deviations due to factors such as operator proficiency, responsibility, and fatigue.
Table 2 Minimum Technical Specifications for the Production and Testing of Pipe Fittings
|
Specifications |
Process Evaluation (pieces) Chemistry, Metallography, and Mechanics |
Small Batch Trial Production (pieces) Chemistry, Metallography, and Mechanics |
First Inspection (pieces) Chemistry, Metallography, Mechanics and blasting |
Normal Batch Chemistry (pieces) Chemistry, Metallography, and Mechanics |
Production Quantity (pieces) |
|
DN350 and below |
1 samples (1 destructive test) |
- |
4 samples (1 destructive test)
|
1 piece made from the same furnace batch |
Over 6 samples (4 destructive tests) |
|
DN400 XLE |
1 samples (1 destructive test)
|
3 samples (1 destructive test)
|
5 samples (2 destructive tests) |
1 piece made from no more than 50 pieces from the same furnace batch |
over 10 samples (5 destructive tests) |
Furthermore, the accuracy of pipe fitting measurements depends on the manufacturer's adherence to a standardized testing platform. During inspections, accurate test data can only be guaranteed if the platform is precise, ensuring proper horizontality, appropriate tooling, and optimal positioning of the test bench. Poor measurement conditions can significantly affect the reliability of results, particularly when measuring large-diameter pipe fittings.
2.6 Environmental Factors
In addition to complying with safety and environmental protection standards, manufacturing processes must also consider lighting conditions and ambient temperature. For example, during a particular project, batch penetration testing was performed outdoors in winter, with the ambient temperature dropping below 5°C, resulting in poor penetrant fluidity and inadequate conditions for non-destructive testing. The inspectors were unable to effectively detect cracks on the surface of the pipe fittings, leading to batch failures in subsequent random inspections.
Post URL: https://www.landeepipefitting.com/challenges-in-the-manufacturing-of-pipe-fittings.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
