Defects of the Inner Surface of the Bend
Posted: 10/08/2022 07:16:36 Hits: 48
1.3.1 The forming process of the bend
Pipe bends are formed by bending the pipe at a certain angle through various machining methods. Compared with the welded bend, the integrally formed bend has no welding seam, and the overall reliability and strength are significantly improved. In addition, when requirements for the structure are met, using integrally formed bends can reduce the weight of the piping system and occupy a small space. The pipe bend’s forming process belongs to the plastic processing technology, and its forming method is shown in Table 1.1.
Table 1.1 Classifications of the bend’s forming processes
Pipe bends are formed by bending the pipe at a certain angle through various machining methods. Compared with the welded bend, the integrally formed bend has no welding seam, and the overall reliability and strength are significantly improved. In addition, when requirements for the structure are met, using integrally formed bends can reduce the weight of the piping system and occupy a small space. The pipe bend’s forming process belongs to the plastic processing technology, and its forming method is shown in Table 1.1.
Table 1.1 Classifications of the bend’s forming processes
| By bending | With or without filler | Heating |
| Roll bending | Core (packing) bends Coreless (without packing) bends |
Cold bending Hot bending |
| Press bending | ||
| Wind bending | ||
| Pull bending | ||
| Push bending |
1.3.2 The forming process of bends
The stress state of the pipe when it is bent and deformed under the action of the bending moment M is shown in Figure 1.3. In the bending process, the outer material is stretched and the inner material is squeezed, resulting in the wall thickness of the bend also changing with the change in the bending angle. The interaction of tensile stress and compressive stress results in section deformation at the bending part of the pipe. The transverse diameter is elongated, and the thickness of the outer wall at the bending part is reduced; the longitudinal diameter is shortened, and the thickness of the inner wall at the bend is increased. The cross-sectional shape is approximately elliptical. When the bend is bent, the section of the bend is ovalized. This seriously affects the quality of the bend, and even stress concentration occurs at the bend, which reduces the reliability and pressure resistance of the bend.
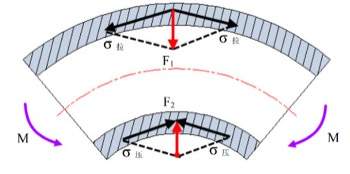
Figure 1.3 The stress state at the bending part of the pipe
The schematic diagram of the ovalization of the section at the bending part of the bend is shown in Figure 1.4.
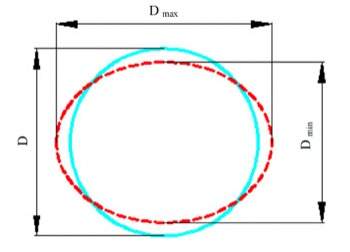
Figure 1.4 Ovalization of the section at the bending part of the pipe
The degree of profile distortion of the bend after bending is called ellipticity, which can be expressed by Equation 1.1.

In the equation:
φ is the ellipticity of the section at the bending part of the bend; D is the original diameter of the pipe; D max is the long axis of the ellipse of the section at the bending part of the bend; D min is the ellipse short axis of the section at the bending part of the bend.
1.3.3 Forms of defects on the inner surface of the bend after forming
Figure 1.5 shows the change in the bending part of the pipe formed after the pipe is bent and formed.
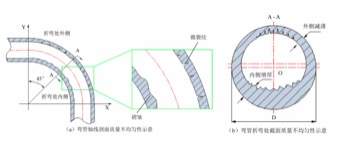
a) The unevenness of the axis section of the bend
b) The unevenness of the section at the bending part of the bend
Figure 1.5 The unevenness of the inner surface at the bending part of the bend
The material on the outside of the bend is extended under the action of tensile stress due to the ovalization of the section of the bend; the wall thickness is reduced, and micro-cracks are prone to occur; the material at the inner side of the bend is squeezed under the action of compressive stress, and the wall thickness increases and wrinkles appear, resulting in roughened surfaces. Defects such as micro-cracks and folds cause unevenness of the inner surface of the bend, which affects the performance of the pipe fittings.
Under the action of alternating loads, the expansion and fracture of micro-cracks are prone to occur at the bending part during the service of the bend, and even gradients in the flow field, velocity field and pressure field may occur due to the defects on the inner surface of the bend and the unevenness of the bend, resulting in eddy current and surge. In the case of uneven load distribution at the bending part of the bend for a long time, the stress concentration at the bending part will be aggravated, causing major accidents such as service failure or fatigue fracture of the pipeline.
As the core component of the pipeline system, the quality of the inner surface of the bend directly determines whether the pipeline can transport the internal flowing medium smoothly and efficiently, which in turn determines the overall performance and safety of the equipment. Improve the non-uniformity of the inner surface of the bend, solve the surface defects such as groove-like texture, wrinkles, microcracks and pits after the original inner surface of the bend is bent, and improve the reliability of the service of the bend can effectively prolong the service time of the bend, avoid the gradient change of the internal flow field, velocity field and pressure field and reduce the waste of resources and environmental pollution.
Post URL: https://www.landeepipefitting.com/defects-of-the-inner-surface-of-the-bend.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: Controlling Uniformity of Quality of Inner Surfaces of Bends
Next: Processing Surfaces of Pipe Bends
Next: Processing Surfaces of Pipe Bends
