Abstract
Several factors influence the electrodeposition process on the inner walls of pipe fittings. This paper examines the impact of plating solution properties and process conditions on the quality and efficiency of electrodeposition in these pipe fittings.
Properties of Plating Solutions
Plating solutions are composed of several components, including solvents (e.g., water, organic solvents, molten salts), primary salts, additives, and impurities. Key performance indicators, such as current efficiency, dispersion, and coverage ability, are crucial for the metal electrodeposition process. During electroplating, the primary reaction is the reduction of metal ions from the primary salt to form metal atoms on the substrate. In addition, various side reactions can occur at the anode and cathode, including hydrogen evolution, oxygen evolution, the oxidation/reduction of multivalent metal ions and organic additives, and the reduction of impurity metal ions. These side reactions can reduce current efficiency and may have both positive and negative effects on the quality and properties of the deposited layer. Dispersion refers to the plating solution’s ability to achieve uniform coating thickness across the workpiece surface, also known as uniform plating ability. Several methods can be employed to enhance dispersion:
(1) Using complex plating solutions
(2) Increasing solution conductivity by adding conductive salts
(3) Selecting appropriate additives
(4) Optimizing geometric factors, such as using pictographic anodes, auxiliary cathodes or anodes, and strategically arranging anodes and cathodes
Coverage refers to the plating solution's ability to deposit coatings in recessed areas or deep holes of complex-shaped workpieces, commonly referred to as deep plating ability. Factors influencing coverage ability include the composition of the plating solution, substrate material properties, surface conditions, and cathode current density. Enhancements may involve pretreating the substrate, adding complexing agents or specific additives, applying pre-plating steps, or using impact currents. Although dispersion and coverage are distinct properties, they are closely related. By optimizing plating solution components, anode and cathode configurations, and other process parameters, the uniformity and quality of the deposited layer can be significantly improved.
The analysis shows that in metal electrodeposition, external factors such as material properties, surface conditions, geometric configuration, and current density at both the anode and cathode play a significant role in the process. However, the properties and composition of the plating solution, especially the additives are fundamental in determining its characteristics, directly influencing its dispersion and coverage capabilities. Enhanced dispersion and coverage abilities generally result in a more uniform distribution of the deposited layer on the workpiece surface. For electroplating the inner walls of metal pipe fittings, a common approach to improving dispersion and coverage involves using a pictographic anode and pre-treating both the anode and cathode. Liurong Zhu enhanced the uniformity and quality of chromium (Cr) coatings on the inner walls of slender tubes by periodically electrolyzing a large-area anode to replenish metal ions, applying short-duration current pulses, and adjusting the current density.
As solvents have minimal impact on the electrodeposition process, anhydrous electroplating techniques, such as aluminum plating using organic solvents, ionic liquids, or high-temperature molten salts, have gained increasing attention from researchers. Yiming Chen and colleagues successfully deposited uniform, dense, and strongly bonded aluminum coatings on the inner walls of slender copper tubes and 316L stainless steel tubes using ionic liquid electroplating, as shown in Figure 3. Effective electrodeposition on the inner walls of pipe fittings requires careful consideration of factors such as anode configuration, placement, solvent type, additives, and current density. These factors significantly influence key performance indicators, including plating solution current efficiency, dispersion ability, and coverage ability. Optimizing process parameters and routes is essential to enhancing coating quality.
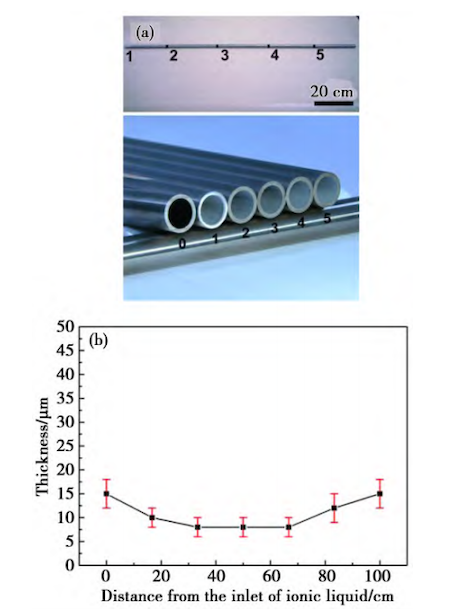
(a) Apperance (b) Thickness
Figure 3 Coatings at different positions of the innerwall of an 1meter long 316L stainless steel tube after Al electro-deposition in ionic liquids
Process Conditions
Process conditions, such as bath temperature, stirring method, and mass transfer rate, significantly influence the formation and distribution of the deposited layer in metal electrodeposition. Bath temperature affects several factors, including mass transfer rate, electromigration, solubility and interaction of components, and cathode polarization. These factors, in turn, influence the metal deposition process non-linearly. Experimental results from nickel (Ni) electroplating using masks demonstrate that bath temperature plays a critical role in coating uniformity. At lower temperatures (≤25°C) and the same current density, the coating exhibits greater uniformity, while higher temperatures (>40°C) encourage the formation of dendritic coatings. Similarly, in the ionic liquid electrodeposition of molybdenum (Mo), electrochemical reduction behavior is strongly dependent on bath temperature. A well-adhered deposited layer forms at 120°C; however, at lower temperatures (≤100°C), bonding strength diminishes, and coating formation may fail.
For electrodeposition on the inner walls of pipe fittings, Bin Chen employed a plating temperature of 55°C to produce a bright, dense, and hard chrome layer on the inner wall of a large rotary body. Xue et al. successfully deposited aluminum coatings on the inner walls of meter-long, slender pipes under ambient temperature conditions. The impact of bath temperature on the electroplating process is complex, and determining the optimal range requires extensive experimentation and alignment with other parameters, such as the bath system and current density.
Stirring the bath during metal electrodeposition is crucial for enhancing mass transfer, reducing concentration polarization, balancing temperature, and removing bubbles, thereby improving electroplating efficiency and coating quality. Common stirring methods include cathode movement, air agitation, bath circulation, and jet feeding. In micro-electrodeposition, specialized techniques, such as ultrasonic, magnetic, pressure, and gravity fields, are employed to further improve mass transfer. For various electroplating systems, selecting the appropriate stirring method and rate, and aligning them with current density and plating solution temperature, is essential for process optimization.
Engineering Applications of Inner Wall Electrodeposition
Electrodeposition technology is widely used in industry for surface modification, protection, and decoration of material or workpiece exteriors. However, its application to the inner walls of pipe fittings is less frequently reported. This is partly due to the availability of alternative surface modification technologies and partly because inner wall electrodeposition presents significant technical challenges. Nonetheless, electrodeposition technology continues to advance in coating the inner walls of pipe fittings. Vertical configurations are typically employed to facilitate hydrogen release during electrodeposition on the inner walls of slender pipe fittings.
Liucai Zhu’s liquid flow chromium plating device features an internal anode and a plating solution circulation system. Extensive testing has enabled chromium plating on the inner walls of steel pipes up to 4.5 meters long. In oilfield pump barrel treatment, the United States employs a deep-well hard chromium electroplating process. This process involves motor-driven anode movement and piston-type reciprocating electroplating within the pump barrel. Lin Guangxi developed a device for plating the inner walls of pipe fittings, featuring a built-in hollow tube auxiliary anode. This device supports electroplating pipes ranging from 0.2 to 7 meters long and 8 to 100 millimeters in inner diameter. However, due to geographical or economic constraints, horizontal configurations are occasionally used for inner wall electroplating of pipe fittings. The working principles and process controls in horizontal setups are similar to those of vertical setups. Fengjiao He et al. designed an eco-friendly electroplating production line for inner wall coating, utilizing a motor-driven rotary method. This approach helps prevent defects such as uneven coatings and pores caused by plating solution flow and bubble formation. Guoping Ling et al. developed room-temperature molten salt aluminum plating technology for the inner walls of stainless steel pipes, also employing horizontal electroplating (Figure 4). This technology enables aluminum plating on inner walls at ambient temperatures without bubble formation, ensuring both safety and efficiency.
In engineering applications, inner wall electroplating of pipe fittings often employs flow plating technology, where the plating solution moves from one end of the pipe to the other. When using only an inner anode, the pipe fitting itself serves as the electroplating tank, requiring a liquid storage container and a plating solution circulation system. If a built-in auxiliary anode is used, a specialized electroplating tank is necessary.
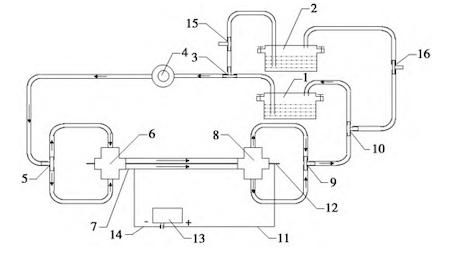
1 and 2 Liquid storage container 3, 5, 9, 10, 15 and 16 Tees 4. Peristaltic pump 6 and 8 Connector box 7. Pipes 11 and 14 Conductor 12. Aluminum wire 13. Power supply
Figure 4 Aluminum plating facility on inner walls of stainless steel tubes in ionic liquids
Conclusion and Outlook
Inner wall electrodeposition technology for pipe fittings has wide engineering applications and considerable future potential. The electrodeposition process for metals and alloys is affected by several factors, including pretreatment methods, electrode characteristics (such as anode configuration, cathode-to-anode spacing, and arrangement), current properties (such as mode, density, and direction), plating solution performance (such as current efficiency, dispersion, and coverage), and process conditions (such as solution temperature, stirring methods, and rates). These factors are highly interdependent and challenging to control. In the context of inner wall modification and protection of pipe fittings, electrodeposition technology faces several challenges, such as a high cathode-to-anode area ratio, difficulties in plating inner corners, uneven composition and thickness distribution, and issues such as localized overheating or temperature gradients. To achieve uniform, dense, and well-bonded coatings on the inner walls of pipe fittings of various materials, shapes, and sizes, it is essential to evaluate how pretreatment processes, electrode characteristics, current properties, plating solution performance, and process conditions affect coating composition, phase, bonding strength, thickness, grain size, morphology, and surface properties. This requires careful design of inner anodes, identification of key control factors in the coating formation process, analysis of their interactions, and optimization of process parameters through experimentation and simulations.
Post URL: https://www.landeepipefitting.com/factors-influencing-electrodeposition-on-the-inner-walls-of-pipe-fittings.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Next: Pipe Fittings for Oil and Gas Pipelines
