Abstract
This paper examines the manufacturing process and production workflow of expansion joints and telescopic cylinders in a new-generation coal powder pipeline. It also discusses their structural characteristics, processing techniques, and key manufacturing challenges.
Introduction
Historically, expansion joints and telescopic cylinders for coal powder pipelines were procured as finished components. However, feedback from multiple power plants indicated that expansion joints in coal powder pipelines often became stuck during operation. The axial telescopic section frequently failed to extend or retract properly, causing bending and deformation of hangers and related support structures. Additionally, nozzle flanges, elbows, and other weak points developed cracks and leaks due to inadequate expansion. If these issues are not addressed properly on-site, prolonged operation could lead to more severe failures, including large-scale coal powder leakage and potential explosions. To mitigate these risks, our company has implemented a low-friction, high-reliability telescopic cylinder design for the new-generation coal powder pipeline. This design requires high manufacturing precision and presents significant challenges in the production process.
1. Structural Features of the Expansion Joint Telescopic Cylinder in the Coal Powder Pipeline
The expansion joint telescopic cylinder for the new coal powder pipeline primarily consists of an inner cylinder assembly, outer cylinder assembly, lower cylinder assembly, support assembly, packing, and fasteners (as shown in Figure 1).
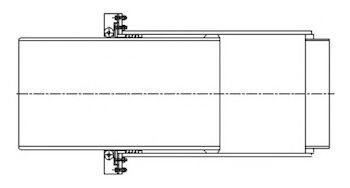
Figure 1: The Expansion Joint Telescopic Cylinder Structure in the Coal Powder Pipeline
2. Manufacturing Challenges and Control Measures for Key Stages
2.1 Simulating On-Site Operating Conditions for Tensile Testing
To ensure product quality, it is essential to simulate operating conditions during oblique tensile testing to verify the product's reliability. Without auxiliary devices, this requirement cannot be fulfilled, which makes it impossible to confirm whether the product meets the quality standards before leaving the factory. Therefore, after optimizing the telescopic cylinder structure, it is crucial to verify that the cylinder can extend and retract smoothly under real working conditions. A specialized testing device must be designed to conduct tensile testing that meets oblique tensile testing requirements and accurately simulates real operating conditions. To address these issues, measures should be developed in the following areas to ensure effective tensile testing and compliance with design requirements (as shown in Figure 2).
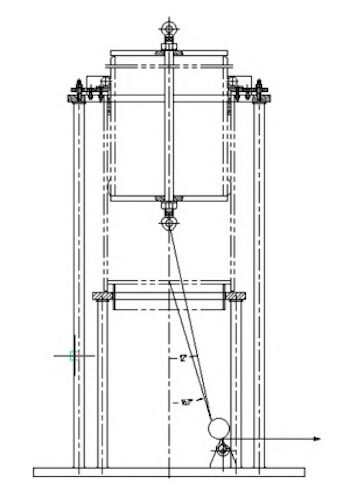
Figure 2: The Tensile Test Structure
Process Measures
(1) Tensile Testing Procedure
To perform the tensile test, the product must be properly supported. The upper section is secured using the outer cylinder’s support assembly, while the lower section is held in place by the bottom support, allowing for downward tensile testing. The inner cylinder is clamped between the upper and lower cover plates and secured with a pull rod. Lifting screws are installed at both ends to provide force application points in two directions. For the oblique tensile test, ear plates, hand hoists, and chains are used to perform the test at various angles in the downward direction.
(2) Simulating Actual Operating Conditions
This procedure simulates the operating conditions of the telescopic cylinder under actual use. Under a specified oblique tensile force, the telescopic cylinder moves both upward and downward. The measured oblique tensile force is compared with the design requirements to determine if the cylinder meets the qualification criteria. This test ensures that the telescopic cylinder meets critical performance standards before leaving the factory, provides a key basis for product qualification, and guarantees the safe operation of the power plant’s coal powder pipeline.
2.2 Sealing Test of the Telescopic Cylinder Sliding Structure
During operation of the telescopic cylinder in the coal powder pipeline expansion joint, the seal between the inner cylinder and the packing, and between the packing and the outer cylinder, must be maintained in both dynamic (tensile movement) and static states. Failure of the seal could lead to coal powder leakage during operation, posing significant safety risks to the power plant. Given that water molecules are smaller than coal powder particles, using water as the test medium provides a stricter test of sealing performance than actual operating conditions. Therefore, a water column of a specified height is used for the sealing test. A specialized testing device is designed to verify the sealing performance of the telescopic cylinder and ensure it meets product requirements.
To address these challenges, the following measures are implemented to ensure the sealing test's effectiveness and compliance with design requirements (Figure 3):
The product's structure is used to form a water column of the required height. However, due to structural limitations, the product alone may not meet testing requirements. Therefore, a sealing tool is designed to enable accurate verification. This device seals the inner tube, inverts the telescopic joint, and injects water between the inner and outer cylinders. Once the water column reaches the specified height, the system undergoes a leak inspection. If no leakage occurs, the seal is considered effective; otherwise, it indicates a sealing failure.
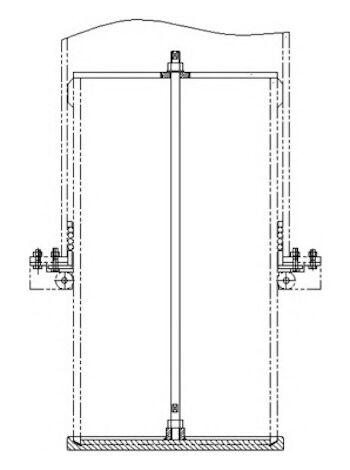
Figure 3 Sealing detection structure
This test verifies the sealing performance of the telescopic cylinder at the specified water column height, ensuring the cylinder can effectively absorb pipeline expansion under real working conditions and prevent coal powder leakage. It also confirms whether the telescopic cylinder meets quality standards before leaving the factory, providing a critical basis for product qualification and ensuring the safe operation of the coal powder pipeline in the power plant.
2.3 Telescopic Cylinder Manufacturing Method
The manufacturing method includes the production process for the inner tube, outer tube, clamping sleeve, and lower tube, along with measures to ensure processing accuracy. The assembly method outlines the assembly sequence of support components and the steps to ensure smooth roller movement. The general assembly process includes the assembly of the components mentioned above, as well as key aspects such as clamping force determination, sealing tests, and tension tests. This method is easy to implement, simplifies the production process, ensures reliable product quality, and helps maintain the production schedule. It primarily addresses the challenges of high precision manufacturing and stringent inspection requirements for coal powder pipeline expansion joints. When implemented in our company’s production, it has consistently delivered positive results and met all product specifications.
2.3.1 Inner Tube
The outer wall of the inner tube is machined to a surface roughness of Ra = 3.2 µm through manual polishing after turning. After welding the inner tube groove and expansion joint, the welds must be smoothed. During the cutting process, the width of the slider must be tightly controlled to ensure a close fit with the pipe’s outer wall during assembly, leaving no gaps. After welding, the outer diameter of the slider must be controlled to meet the drawing specifications. The gap must align with the outer tube, and its dimensional tolerance must be strictly maintained. The chamfer at the interface with the outer tube is ground, with strict control over the contact surface dimensions.
2.3.2 Outer Cylinder
The inner wall of the outer sleeve tube is machined to a surface roughness of Ra = 12.5 µm through turning. If the outer diameter of the outer sleeve tube exceeds the tolerance limit, both the outer wall and flange interface must be machined to the required dimensions, while other areas are left unmachined. For the outer sleeve flange, the technician must mark the first flange with hole positioning lines to ensure accuracy. The remaining flanges are then machined using the first flange as a template, ensuring interchangeability. The inner hole of the outer sleeve flange is designed to fit the pipe, incorporating a stepped structure during machining. Perpendicularity of the flange to the pipe must be maintained during assembly. The weld bead between the outer sleeve flange and the pipe must be flush with the flange surface; if not, it must be ground.
2.3.3 Compression Sleeve
For the compression sleeve flange, the technician must mark the first flange with hole positioning lines to ensure accuracy. The remaining flanges are then machined using the first flange as a template, ensuring interchangeability. The inner hole of the compression sleeve flange is designed to fit the pipe, incorporating a stepped structure during machining. Perpendicularity of the flange to the pipe must be maintained during assembly. Both the inner and outer walls of the clamping sleeve tube are machined with strict dimensional tolerance control. The weld bead between the clamping sleeve flange and the tube must be flush with the flange surface; if not, it must be ground.
2.3.4 Assembly
The inner tube is placed on the platform, and the outer tube is lowered over it using a crane. During insertion, the crane operator adjusts the gap between the inner and outer tubes based on visual estimation. The clamping sleeve inside the outer tube is positioned between the inner and outer tubes, and the bolts are tightened to the specified torque based on sealing and tension test results. The support assembly is installed step by step. The roller position is adjusted according to the alignment of the inner tube, and once the rollers are properly aligned with the outer wall of the inner tube, the roller shaft is welded to the support assembly.
The clamping force is set, and the first telescopic cylinder from each batch undergoes a water test. During assembly, the operator uses a torque wrench to ensure consistent torque on all eight sets of clamping sleeve bolts, recording the torque value (M). For the water test, the inner cylinder is positioned downward and the outer cylinder upward. The inspection area is set with the inner cylinder near the flange. The assembly is placed upright at the test site, and the inspection area is adjusted to an appropriate height for visibility. The inner and outer cylinders are secured to ensure the inner cylinder does not dislodge.
Water is filled into the gap between the inner and outer cylinders to the specified height. After ten minutes, the inner cylinder seal is inspected for leaks. If leakage occurs, the torque of the fastening bolts is gradually increased, recording the torque value (M) until the seal is leak-free. For the second unit, the clamping sleeve fastening bolts are tightened directly to (M) before performing the water test. If the unit passes, the fastening bolt torque for all subsequent telescopic cylinders in the batch is standardized to (M), and water testing is omitted for units starting from the third onward. The sealing packing of tested cylinders must be removed and discarded. The cylinders are then dried with compressed air, polished and treated to prevent rust, and reassembled with new sealing packing at torque (M).
3. Conclusion
The previous generation of coal powder pipeline expansion joint telescopic cylinders was designed to accommodate thermal expansion displacement throughout the entire coal powder boiler fuel delivery pipeline. However, most units in China have experienced failures, and our company faced similar issues with pre-manufactured products. In response, our company implemented a corporate-level quality improvement initiative, which included redesigning the structure and developing a revised manufacturing plan. By adopting an integrated outer cylinder design, we reduced joint deformation and improved the alignment of the inner wall. Additionally, we switched from plate-rolled structures to large-diameter pipe structures for both the outer and inner cylinders, eliminating the need for complex coiling, welding, and calibration processes. This modification reduced manufacturing costs and shortened production cycles. To ensure reliability under harsh operating conditions, we conducted extensive simulations and confirmed the optimized sealing structure using the "skewed pulling" test method. The results were satisfactory, confirming the product meets performance requirements. By implementing a comprehensive manufacturing process plan, we ensured compliance with the product's structural and performance specifications. After more than a year of operation in power plants, the reliability of our newly designed telescopic cylinder has been fully demonstrated. This product has now become one of our flagship offerings, setting the standard for reliability in telescopic cylinders and providing a solid foundation for our company’s market expansion.
Post URL: https://www.landeepipefitting.com/manufacturing-of-expansion-joints-and-telescopic-cylinders-for-coal-powder-pipelines.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Next: Electrochemical Corrosion Behavior of Carbon Steel Pipe Welded Joint
