Reducing Cracks through the Manufacture and Post Treatment of Bends
Posted: 07/12/2021 12:16:29 Hits: 52
Manufacturing of bends
At present, there are two common manufacturing processes for bends in the world. One is hot push and the other is hot bending. If you want to make a bend with a small nominal diameter, the hot push process is generally used, while the hot bending process is used to manufacture bends with large diameters. The hot push process is superior to the hot bending process in terms of appearance and dimensional limit deviation. The reason is that the hot push process uses the core rod as the mold for forming the bend. Therefore, under normal circumstances, if conditions permit, the hot push process is the first one to be chosen for manufacturing bends.
In the bending process of the bend, the outer side of the cross section of the pipe is stretched, and the inner side is compressed to produce an ellipse, as shown in Figure 1.
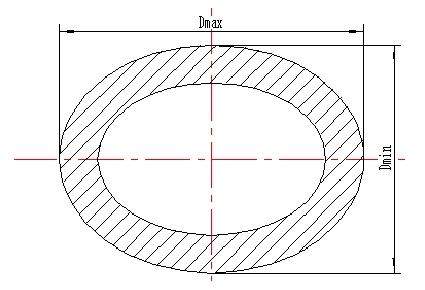
Figure 1 The cross section of the ellipse
The calculation formula of ovality is shown in the following formula:

Tu is the ovality of the bend (mm).
Dmax means the maximum diameter of the cross section of the bend (mm).
Dmin stands for the minimum diameter of the cross section of the bend (mm).
During the use of the bend, the cross-section of the ellipse gradually tends to be round due to the internal pressure, that is, the short axis of the ellipse becomes longer and the long axis becomes shorter. The reason is that additional stress will be generated at the long axis, and if the ellipticity is greater, the additional stress at the long axis will also become greater, even resulting in high-stress areas and partial plastic deformation of the bend. Once the partial plastic deformation reaches a certain value, the bearing capacity of the bend will be reduced and the bend will finally be damaged. Therefore, strict regulations have been made on the ellipticity of the bend at home and abroad. In fact, during the use of the bend, there are two dangerous areas; one is at a and the other is at f. A relatively high stress will generally generate at a due to the internal pressure. The bend has a thinner wall and a big radius of curvature, so longitudinal cracks are easier to form. The f area is the transition area with the smallest radius of curvature. A great additional tensile stress will also generate at the f area due to the internal pressure, causing the formation of longitudinal cracks, as shown in Figure 2.
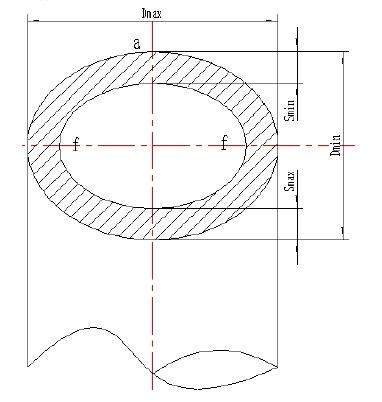
Figure 2 Changes in the ellipse of bends
In the production of high-pressure petroleum pipelines, overlooking the above two major factors affecting quality will lead to a series of production accidents caused by defects of pipelines. Therefore, in order to ensure the quality and safety of the product, controlling ellipticity and thinning of the wall thickness of the bend is of great significance.
The wall thickness and ellipse changes of the bend are related to the manufacturing process. In the actual production process, we generally use the following methods to control the wall thickness and ellipse changes of the bend:
① Selecting appropriate raw materials
According to the regulations of the manufacturing process of bends, the raw material for manufacturing the bend must have a positive tolerance of the size of wall thickness and outer circle of pipes, and their physical and chemical properties must be excellent.
② Adopting a new type of push-pull technology
When the traditional stretch bending process is adopted for manufacturing bends, not only bending deformation but also stretching deformation occurs. It is a kind of compound deformation, and the tensile stress on the outer wall of the bend is greater when the bend is deformed, which will make the outer wall of the bend become thinner and the ovality bigger. The new push-pull process is to make the deformation of the bend become composite deformation of bending and compression under the action of back thrust so that the tensile stress on the outer wall of the bend will be small and will not cause the outer wall of the bend to become thinner and the ellipticity bigger.
③ Choosing a reasonable bending speed
The bend's bending machines currently used are generally push-pull cold bending machines after the improvement of the manufacturing process for bends. The bending speed should be adjusted according to the ability.
2. Heat treatment of bends
There are different regulations regarding the heat treatment of bends at home and abroad. For example, the Chinese standard SY5257-91 stipulates that low-carbon steel bends do not need heat treatment, while low-alloy steel and alloy steel bends should be heat-treated. The American standard MSS SP75 stipulates that all pipe fittings should be heat treated, and the stress relief heat treatment steps are clearly stipulated. For the bend used in the high-pressure pipeline, whether to perform heat treatment should be according to the actual situation of the bend. If the raw materials for manufacturing the bend are not ideal in terms of mechanical properties, and the process parameters are unstable or the heating temperature is too high, coarse grains and martensite will appear. The heat treatment must be considered. Some problems will pose correspondingly, such as increased costs and longer manufacturing cycles, but the heat treatment must be performed for the safe use of the bend in the future.
At present, there are two common manufacturing processes for bends in the world. One is hot push and the other is hot bending. If you want to make a bend with a small nominal diameter, the hot push process is generally used, while the hot bending process is used to manufacture bends with large diameters. The hot push process is superior to the hot bending process in terms of appearance and dimensional limit deviation. The reason is that the hot push process uses the core rod as the mold for forming the bend. Therefore, under normal circumstances, if conditions permit, the hot push process is the first one to be chosen for manufacturing bends.
In the bending process of the bend, the outer side of the cross section of the pipe is stretched, and the inner side is compressed to produce an ellipse, as shown in Figure 1.
Figure 1 The cross section of the ellipse
The calculation formula of ovality is shown in the following formula:
Tu is the ovality of the bend (mm).
Dmax means the maximum diameter of the cross section of the bend (mm).
Dmin stands for the minimum diameter of the cross section of the bend (mm).
During the use of the bend, the cross-section of the ellipse gradually tends to be round due to the internal pressure, that is, the short axis of the ellipse becomes longer and the long axis becomes shorter. The reason is that additional stress will be generated at the long axis, and if the ellipticity is greater, the additional stress at the long axis will also become greater, even resulting in high-stress areas and partial plastic deformation of the bend. Once the partial plastic deformation reaches a certain value, the bearing capacity of the bend will be reduced and the bend will finally be damaged. Therefore, strict regulations have been made on the ellipticity of the bend at home and abroad. In fact, during the use of the bend, there are two dangerous areas; one is at a and the other is at f. A relatively high stress will generally generate at a due to the internal pressure. The bend has a thinner wall and a big radius of curvature, so longitudinal cracks are easier to form. The f area is the transition area with the smallest radius of curvature. A great additional tensile stress will also generate at the f area due to the internal pressure, causing the formation of longitudinal cracks, as shown in Figure 2.
Figure 2 Changes in the ellipse of bends
In the production of high-pressure petroleum pipelines, overlooking the above two major factors affecting quality will lead to a series of production accidents caused by defects of pipelines. Therefore, in order to ensure the quality and safety of the product, controlling ellipticity and thinning of the wall thickness of the bend is of great significance.
The wall thickness and ellipse changes of the bend are related to the manufacturing process. In the actual production process, we generally use the following methods to control the wall thickness and ellipse changes of the bend:
① Selecting appropriate raw materials
According to the regulations of the manufacturing process of bends, the raw material for manufacturing the bend must have a positive tolerance of the size of wall thickness and outer circle of pipes, and their physical and chemical properties must be excellent.
② Adopting a new type of push-pull technology
When the traditional stretch bending process is adopted for manufacturing bends, not only bending deformation but also stretching deformation occurs. It is a kind of compound deformation, and the tensile stress on the outer wall of the bend is greater when the bend is deformed, which will make the outer wall of the bend become thinner and the ovality bigger. The new push-pull process is to make the deformation of the bend become composite deformation of bending and compression under the action of back thrust so that the tensile stress on the outer wall of the bend will be small and will not cause the outer wall of the bend to become thinner and the ellipticity bigger.
③ Choosing a reasonable bending speed
The bend's bending machines currently used are generally push-pull cold bending machines after the improvement of the manufacturing process for bends. The bending speed should be adjusted according to the ability.
2. Heat treatment of bends
There are different regulations regarding the heat treatment of bends at home and abroad. For example, the Chinese standard SY5257-91 stipulates that low-carbon steel bends do not need heat treatment, while low-alloy steel and alloy steel bends should be heat-treated. The American standard MSS SP75 stipulates that all pipe fittings should be heat treated, and the stress relief heat treatment steps are clearly stipulated. For the bend used in the high-pressure pipeline, whether to perform heat treatment should be according to the actual situation of the bend. If the raw materials for manufacturing the bend are not ideal in terms of mechanical properties, and the process parameters are unstable or the heating temperature is too high, coarse grains and martensite will appear. The heat treatment must be considered. Some problems will pose correspondingly, such as increased costs and longer manufacturing cycles, but the heat treatment must be performed for the safe use of the bend in the future.
3. Anti-SSC and HIC performance tests
You can choose whether to perform anti-SSC and HIC performance tests according to the use of high-pressure bends on site. If the medium contains H2S and water in the pipeline, sulfide stress cracking (SSC) and hydrogen induced cracking (HIC) may occur. Anti-SSC and HIC performance tests must be carried out for the safe use of bends. The NACETMD177—96B method in the United States is adopted for general anti-SSC performance tests. The critical stress value Sc should not be less than 18 after testing for 72 hours. The anti-HIC performance test is performed based on the test method specified in GB8650-88. After testing for 96 hours, the crack length rate or CLR is required to be less than or equal to 15%, the crack thickness rate or CTR 3%, and crack sensitivity rate or CSR 1.5%.
4. Methods to prevent cracks in high-pressure bends
⑴ In order to prevent a series of problems in the use of the bend, the necessary treatments should be carried out on the formed bend, such as heat treatment, anti SSC and HIC performance tests.
⑵ When the bend is used on site, it should be adjusted reasonably according to the medium conveyed by the pipeline, such as the flow rate PH value, oxygen content and transportation environment of the fluid. When the liquid flows in the high-pressure bends, on the one hand, the liquid flows first corrode inner walls of the pipeline; on the other hand, high-speed corrosive fluid will have a scouring effect on the inner wall of the pipe, both of which will cause scouring in the pipeline, especially at the bend. If there are solid particles in the pipeline, the scouring will be further aggravated. Once the scouring on the inner wall of the pipeline is serious, tiny cracks will gradually form, which will eventually cause the pipeline to burst.
⑶ The high-pressure bends should be inspected regularly on site to check whether there are defects such as scouring and cracks. If they occur, the bend should be replaced as soon as possible to prevent the burst accident of pipelines.
4. Methods to prevent cracks in high-pressure bends
⑴ In order to prevent a series of problems in the use of the bend, the necessary treatments should be carried out on the formed bend, such as heat treatment, anti SSC and HIC performance tests.
⑵ When the bend is used on site, it should be adjusted reasonably according to the medium conveyed by the pipeline, such as the flow rate PH value, oxygen content and transportation environment of the fluid. When the liquid flows in the high-pressure bends, on the one hand, the liquid flows first corrode inner walls of the pipeline; on the other hand, high-speed corrosive fluid will have a scouring effect on the inner wall of the pipe, both of which will cause scouring in the pipeline, especially at the bend. If there are solid particles in the pipeline, the scouring will be further aggravated. Once the scouring on the inner wall of the pipeline is serious, tiny cracks will gradually form, which will eventually cause the pipeline to burst.
⑶ The high-pressure bends should be inspected regularly on site to check whether there are defects such as scouring and cracks. If they occur, the bend should be replaced as soon as possible to prevent the burst accident of pipelines.
Post URL: https://www.landeepipefitting.com/reducing-cracks-through-the-manufacture-and-post-treatment-of-bends.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: Research on Heating Temperatures and Sizes of Hot Forming of Pipe Caps (Part Two)
Next: The Cause Analysis of the Cracking of High-Pressure Steam Pipe Caps (Part One)
Next: The Cause Analysis of the Cracking of High-Pressure Steam Pipe Caps (Part One)
