The Cause Analysis of the Cracking of High-Pressure Steam Pipe Caps (Part Two)
Posted: 09/12/2021 08:55:51 Hits: 29
2.2.2 Testing and analysis of metallographic structure of sampled pipe caps
Three samples were taken, two of which had fractures. The cross-sections of the samples were pre-ground, finely ground, ground and polished with water sandpaper and metallographic sandpaper, and etched with a 4% nitric acid alcohol solution to prepare a metallographic test. Using a metallographic microscope to observe the metallographic structure of the sample, it can be seen from the metallographic structure picture near the fracture of the pipe cap with a magnification of 100 times (Figure 5) that no secondary cracks were found in the metallographic structure near the fracture, but there were a lot of secondary cracks near the cracking fracture caused by corrosion, which excluded the possibility of the cracking of the pipe cap caused by stress corrosion. From the metallographic structural picture of the pipe cap with a microscopically magnification of 500 times(see Figure 6), it can be seen that the metallographic structure of the pipe cap was not very coarse; the grain size rating was level 7, and the metallographic structure consists of a lot of ferrites plus a small amount of pearlite. A small amount of bainite structure is also found in the partial pearlite region.
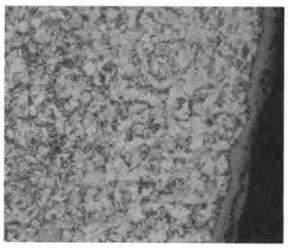
Figure 5 Metallographic structure near the fracture of the pipe cap (a magnification of 100 times)
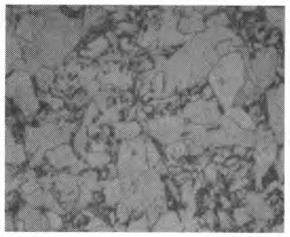
Figure 6 Metallographic structure of the heart of the pipe cap (a magnification of 500 times)
2.2.3 Testing and Analysis of the Hardness of the sampled pipe cap
Took 3 samples. The cross-section of the sample is pre-ground and fine-ground with water sandpaper, and the hardness value of the sample was tested with a Brinell hardness tester. 3 sets of data for each sample were tested and the average value was obtained. See Table 3 for the hardness test results of the sampled pipe cap.
Table 3 Testing results of Brinell hardness of pipe caps
Three samples were taken, two of which had fractures. The cross-sections of the samples were pre-ground, finely ground, ground and polished with water sandpaper and metallographic sandpaper, and etched with a 4% nitric acid alcohol solution to prepare a metallographic test. Using a metallographic microscope to observe the metallographic structure of the sample, it can be seen from the metallographic structure picture near the fracture of the pipe cap with a magnification of 100 times (Figure 5) that no secondary cracks were found in the metallographic structure near the fracture, but there were a lot of secondary cracks near the cracking fracture caused by corrosion, which excluded the possibility of the cracking of the pipe cap caused by stress corrosion. From the metallographic structural picture of the pipe cap with a microscopically magnification of 500 times(see Figure 6), it can be seen that the metallographic structure of the pipe cap was not very coarse; the grain size rating was level 7, and the metallographic structure consists of a lot of ferrites plus a small amount of pearlite. A small amount of bainite structure is also found in the partial pearlite region.
Figure 5 Metallographic structure near the fracture of the pipe cap (a magnification of 100 times)
Figure 6 Metallographic structure of the heart of the pipe cap (a magnification of 500 times)
2.2.3 Testing and Analysis of the Hardness of the sampled pipe cap
Took 3 samples. The cross-section of the sample is pre-ground and fine-ground with water sandpaper, and the hardness value of the sample was tested with a Brinell hardness tester. 3 sets of data for each sample were tested and the average value was obtained. See Table 3 for the hardness test results of the sampled pipe cap.
Table 3 Testing results of Brinell hardness of pipe caps
| Items | Average Hardness Values (HB) |
| Sample 1 | 198 |
| Sample 2 | 204 |
| Sample 3 | 187 |
It can be seen from Table 3 that for the normalized structure of CrMo heat-resistant steel like P11, the hardness value of the pipe cap was somewhat higher, because the metallographic structure contains bainite. Although the strength of the pipe cap's material containing bainite was slightly higher, its corresponding thermal fatigue resistance was reduced.
3. The nature and cause analysis of the cracking of the pipe cap
The overall macroscopic fracture of the pipe cap was brittle fracture without obvious plastic deformation, so the possibility of overpressure and overload plastic fracture was ruled out. The failures conforming to brittle fracture were brittle fracture under ultra-low temperatures, graphitized brittle fracture under high temperature, intergranular corrosion brittle fracture, stress corrosion cracking and fatigue cracking.
The pipe cap was used without ultra-low temperature conditions, and there was no graphitized brittle fracture under high temperature in the metallographic structure, as well as a trace of intergranular corrosion. Therefore, the possibility of brittle fracture under ultra-low temperature conditions, graphitized brittle fracture under high temperature, and intergranular corrosion brittle fracture could be eliminated.
The pipe cap is made from GrMo heat-resistant steel, which is more sensitive to stress corrosion of the halide medium, but the composition of the surface corrosion product of the fracture of the pipe cap only contains iron oxides, and no sulfides have been found. A significant feature of stress corrosion cracking is secondary cracks, but no secondary cracks are found on the fracture surface of the pipe cap and the nearby metallographic structure. In addition, if stress corrosion cracking happens for the pipe cap, the crack should start from the inner wall first and then expand to the outer wall. The actual failure condition of the pipe cap is that the crack initiates first on the outer wall and then expands to the inner wall. Therefore, the possibility of stress corrosion cracking of pipe caps can be ruled out.
The brittle fracture of the pipe cap can only be the possibility of fracture caused by fatigue (high-temperature fatigue or thermal fatigue), and the macroscopic and microscopic morphology (fatigue bands) of the pipe cap's crack also accords with the fracture characteristics of high-temperature fatigue or thermal fatigue.
High-temperature fatigue is the fatigue caused by the cyclic superimposition of creep and strain of a material in a high-temperature environment; thermal fatigue is a form of fatigue fracture caused by cyclic thermal stress generated by a great change in temperatures, and the failure mechanisms of the two are fundamentally different.
The high-pressure steam in the pipe cap is relatively stable without drastic changes. The vibration of the steam compressor is very small and cannot be transmitted here. The possibility of high-temperature fatigue can be ruled out. Therefore, the crack of the pipe cap can only be thermal fatigue.
In summary, the reason for the thermal fatigue cracking of the pipe cap is that the outer heat preservation iron sheet of the pipe cap is not well sealed, and there will be a small amount of rain getting into the cracked part of the pipe cap when it rains. The outer wall of the high-temperature pipe cap is rapidly contracted due to the rain, and the outer wall of the pipe cap partially generates high tensile thermal stress. The number of alternating cycles of heat stress generated by the pipe cap under the rapid cooling of rainwater can reach thousands of times, which is enough to produce cracks on the outer wall of the pipe cap and can expand inward, causing the pipe cap to crack and leak.
4. Suggestions and measures
Check the construction quality of their protective iron sheets for the existing high-pressure steam pipelines. For damaged, not well sealed and special corner parts, remove the pipeline's insulation iron sheets, and conduct inspections such as liquid penetrant tests for the outer wall of the pipeline to find whether there are thermal fatigue cracks to eliminate such hidden dangers.
Post URL: https://www.landeepipefitting.com/the-cause-analysis-of-the-cracking-of-high-pressure-steam-pipe-caps-part-two.html
Landee is a professional industrial pipe fitting manufacturer and be well accepted by customers all over the world, we has been producing Pipe Fitting for a variety of applications since 1985. welcome to access our website: https://www.landeepipefitting.com.
Previous: The Cause Analysis of the Cracking of High-Pressure Steam Pipe Caps (Part One)
Next: The Cause of the Leakage of the Tee and Its Solution
Next: The Cause of the Leakage of the Tee and Its Solution
